Material Handling in Construction
Material handling is the backbone of construction and manufacturing. Precision and safety are critical to maintaining project timelines and reducing costs. Even minor inefficiencies in crane operations can cause downtime, increased expenses, or safety risks.
Trinetra’s Crane Monitoring System
Our Crane Monitoring System leverages advanced analytics, real-time monitoring, and AI insights to optimize crane operations. The solution enhances safety, improves efficiency, and streamlines material handling.
Solution Highlights
Comprehensive Motor Monitoring:
- Voltage & Current Tracking: Real-time monitoring of hoist, cross travel, and long travel motor performance.
- Temperature Alerts: Notifications when motor temperatures exceed safe levels to prevent damage.
Safety Enhancements:
- Brake Air Gap Monitoring: Continuous tracking with alerts when air gaps exceed safety limits to reduce load drop risks.
- Safe Load Indicators: Real-time data on angle, weight, and ground radius to ensure loads are within operational limits.
GPS-Enabled Equipment Tracking:
- Location Accuracy: Outdoor crane positioning via GPS sensors.
- Speed Alerts: Warnings if the equipment exceeds preset speed limits.
Advanced Analytics:
- Operational Insights: Data collection on hoist, cross travel, and long travel movements to predict and prevent breakdowns, reducing downtime.
Why Choose Trinetra?
- Data-Driven Decisions: Leaders gain actionable insights through advanced analytics.
- Industry Expertise: Our experts tailor solutions to meet industry needs.
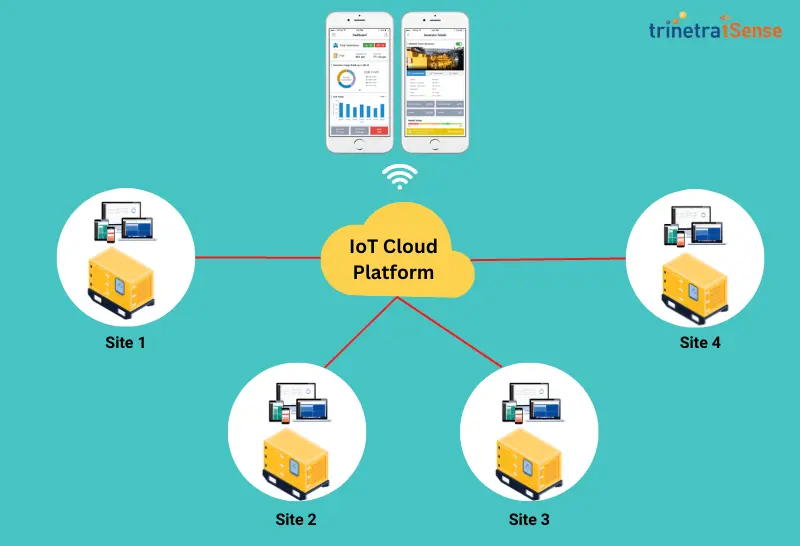
- Integrated Systems: A centralized monitoring platform that consolidates various systems.
- Proactive Safety: Real-time alerts help prevent mishaps before they occur.
Tangible Benefits
- Efficiency: Real-time motor tracking and consolidated crane data enable smarter decision-making.
- Safety: Reduced risk of load drops and adherence to safety standards through real-time monitoring.
- Cost Efficiency: Minimizes unplanned downtime with AI predictions and streamlined processes.
- Process Clarity: A centralized system offers a holistic view of crane operations, improving overall oversight.
Transform Your Material Handling Operations Today
Revolutionize crane operations with Trinetra’s advanced crane monitoring system. Experience enhanced safety, improved efficiency, and reduced costs.
Get in touch with us today to take the first step toward smarter, safer crane operations.